Adaptive robotic welding: from pilot to series production
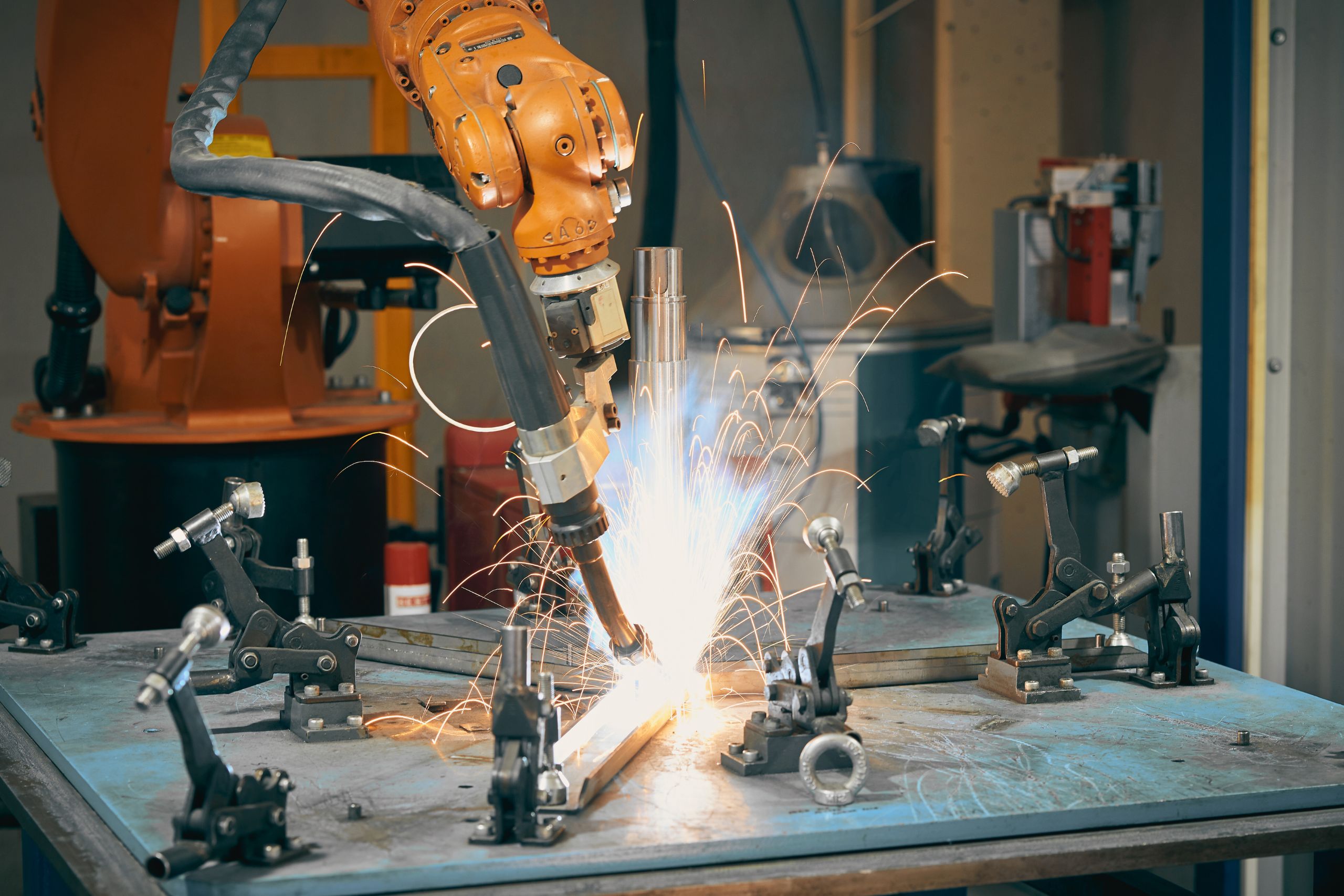
Adaptive arc welding with industrial and collaborative robots combines offline programming, seam tracking sensors, and standardized peripherals. The result is shorter cycle times, fewer rework, and consistent quality even with part variations.
Why "adaptive"„
In real production, parts are rarely perfect: there are deviations in geometry, weld gaps, thermal deformations. Adaptive welding allows the robot to:
- corrects the trajectory in real time;
- maintains stable arc and penetration;
- reduces spatter and the need for post-processing.
Technological supports
1) Offline Programming (OLP)
Software for simulation and programming of the robotic cell outside of machine time. Benefits:
- quick start without stopping production;
- collision check and optimized paths;
- easy management of variants and small volume series.
2) Sensor seam guidance
Laser/electrical touch sensing and seam tracking enable dynamic TCP correction:
- compensation of tolerances and displacement;
- stable position of the torch in corner seams and hard-to-reach areas;
- less scrap and stable mechanical properties.
3) Peripherals and standards
Robotic torches, cleaning stations, positioners and anti-spatter systems ensure consistency:
- longer life of consumables;
- repeatable seam starts/ends;
- quick change of attachments in variants.
When to choose a cobot and when an industrial robot
- Collaborative robot (cobot): for mixed production with frequent re-setups, limited space, need for rapid implementation and working side by side with relevant risk assessments.
- Industrial robot: for high speeds, large reach/load and integration with positioners; preferred for mass production and heavier materials.
KPIs that matter
- Time to implementation (TTV): time from purchase to stable cycle.
- Quality: percentage of seams without rework (Rework %).
- Productivity: cycle/number of stitches to change.
- Costs: consumables, gas, energy, consolidation of operations.
- Flexibility: time to readjust to a new option.
Typical deployment scenarios
- Pilot cell for MIG/MAG – one station, standard torch, touch sensing; goal: reduce rework and validate the process.
- Cage with positioner – two-axis or three-axis positioner for long seams and complex geometries; goal: stable seam orientation and higher flow rate.
- Multi-robot coordination line – parallel operations (tack + final pass), synchronization and balancing of the tack.
Common mistakes and how to avoid them
- Underestimating gadgets: unstable fixation = unstable seam. Invest in good jigging and repeatable geometry.
- Lack of standards for consumables: define wire, nozzles, gas flow shapes and replacement/cleaning intervals.
- Incomplete documentation: without a digital "recipe book" (parameters, adjustments, photos) there is no scalability.
- OLP without real calibration: always validate TCP, bases and offsets; use automatic calibration procedures.
Roadmap for getting started (4 steps)
- Diagnostics – analysis of details, seams, tolerances, consumables; pilot detail.
- Cage design – robot/cobot selection, peripherals, positioners, safety and ergonomics.
- Digital preparation – offline simulation, recipes and programs, training plan.
- Ramp-up and training – gradual increase in clock speed, fine-tuning of parameters, clearing of „childhood diseases“.
How Bullitt Robotics helps
- Selection and sizing of robot and peripherals according to the process (MIG/TIG/laser).
- Offline programming and commissioning without stopping production.
- Integration of sensors for seam monitoring and quality standards.
- Operator/technologist training and maintenance documentation.
- Support in cage safety certification.
Would you like a feasibility assessment for your product? Contact us for a free initial consultation and a rough implementation plan.





